















The Secondary Barrier, which further protects the drum discharge via liner, ensures safety for both the operator and the product.
A Secondary barrier around the operating environment introduces a further safety breakthrough within the established practice of liner discharge systems.
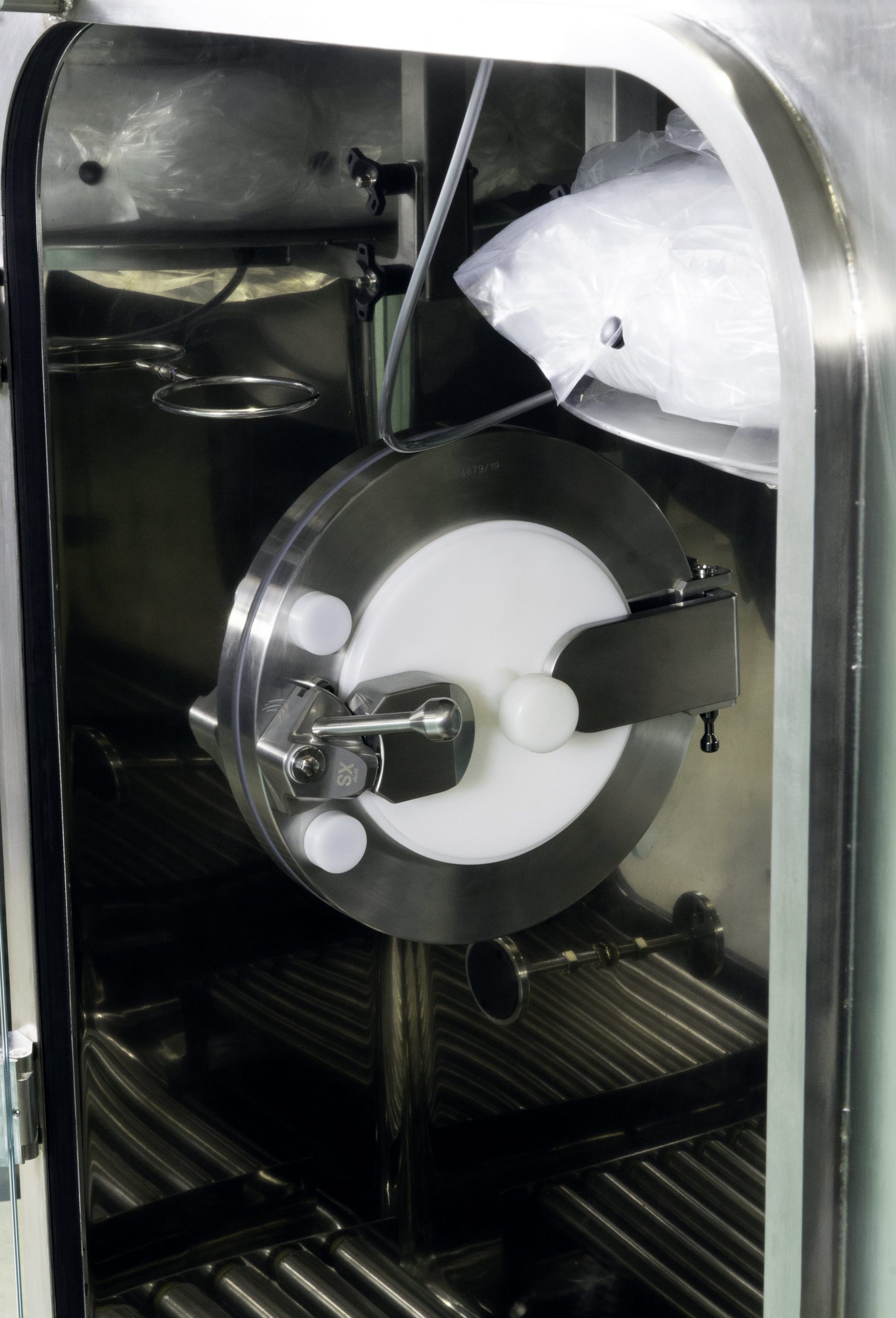
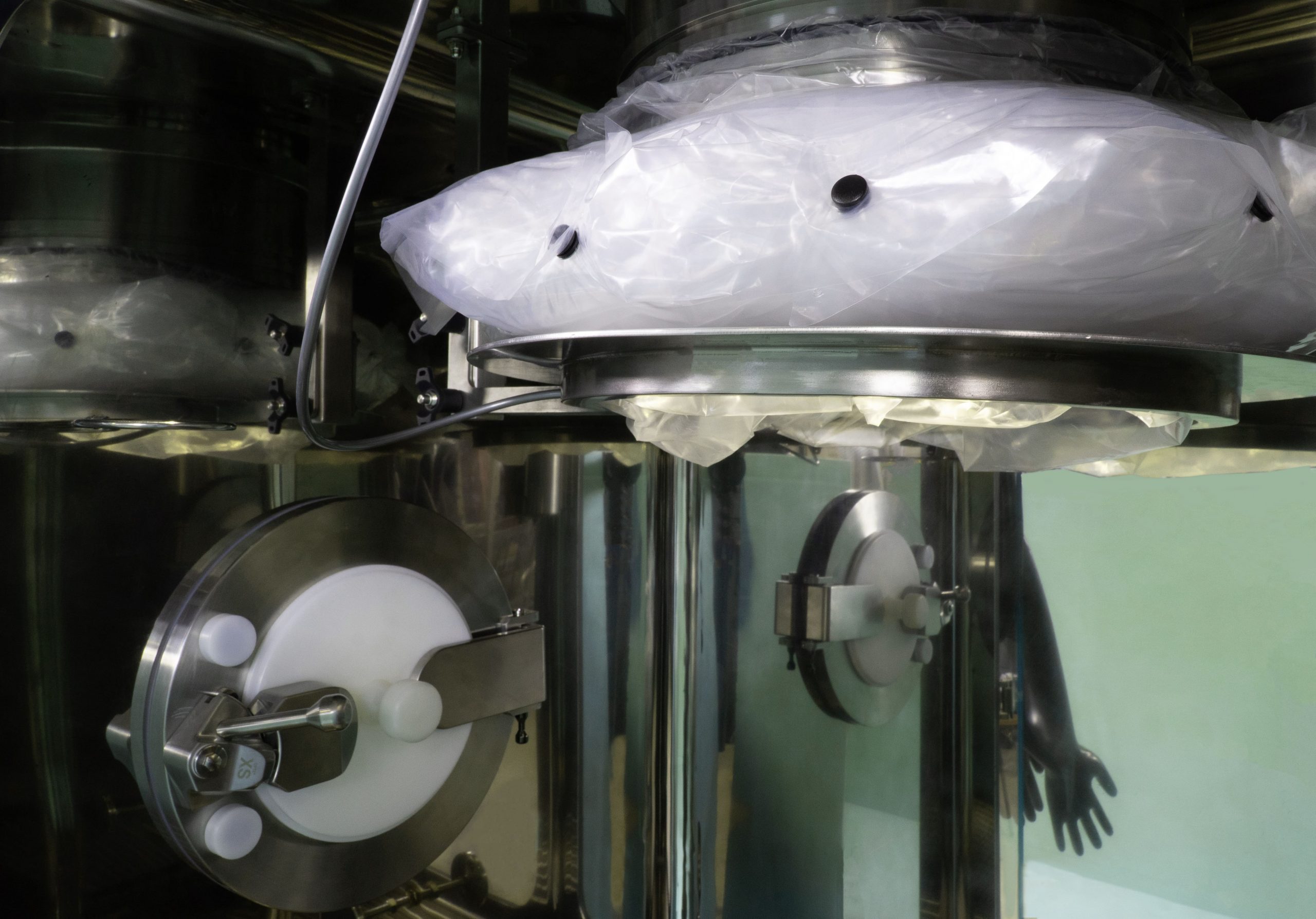
In CSV Containment, we designed this small-sized skid to allow discharging from a mill into drums via continuous liner, thus ensuring a second level of OEB5-classified containment. Operators, thanks to the gloves on the large glass door, can discharge and bring samples outside through a side-mounted RTP port.



Secondary barrier around the point of interest.

At the heart of a glove box, there is always a point of interest: safety. We have designed this glove box to offer both comfort and protection. We have planned everything to work most effectively around the discharge point. A roller conveyor facilitates drum insertion and extraction operations. Moreover, there are dedicated spaces to accommodate closing tools and bag clamps. In addition, the comfortable RTP door allows the material to exit safely from the beta container. Finally, the inflatable seal ring mounted on the canister in the glove box serves both to secure the liner, allowing its control with gradual unwinding, and to function as an anti-dust collar, thanks to the internal inflatable gasket.
The skid is provided with a cleaning spray ball and provisions for water drainage. Furthermore, the glove box is equipped to assure inerting cycles designed to further implement the quality and safety of operations.



Main features.
The Secondary barrier skid main characteristic are the following:
- AISI316 stainless steel chamber equipped with an openable front glass panel.
- ATEX rated.
- Front glass panel with a pair of EPDM conductive black gloves
- Roller conveyor inside the chamber for drum handling, transfer in and out.
- DN190 Rapid Transfer Port (RTP), for containing sampling activities, positioned on the glove box left side.
- Continuous liner kit internally positioned and connected to the discharging point passing through the top ceiling of the glove box.
- A nitrogen system provided with a purging and venting circuit and an automatic valve to manage the inertization cycle.
- Two H14 HEPA (glove box) filters installed within the chamber, on the inlet and outlet circuits.
- Variable speed fan, positioned far from the glove box on the building top ceiling to ensure the required suction for negative pressure control.
- Differential pressure transmitter (DPT) on the top connected to the variable speed fan via control system.
- Oxygen analyzer/transmitter to monitor the inertization condition inside the chamber.
 CSV Containment provides tailor-made solutions for pharmaceutical and fine chemical sectors in terms of containment. For more info: containment@csv-ls.com
CSV Containment provides tailor-made solutions for pharmaceutical and fine chemical sectors in terms of containment. For more info: containment@csv-ls.com












