














Leak Test and SMEPAC are currently two methods used to guarantee the performance of an isolation system. At CSV Containment, by addressing both, we are establishing specific targets and procedures as well as drawing some conclusions.
Leak Test and SMEPAC monitoring are used in our factory to check our equipment. The first test is necessary to secure the equipment and reach the required ISO class.
Moreover, it is equally significant to set up the Automatic Leak Test Cycle procedures, parameters, and acceptance criteria used during self-test carried out by production operators before using the system. On the other hand, SMEPAC Monitoring is the ultimate source for knowing the isolation system configuration and use, even if not applicable during daily production.
In addition, the testing is a static proof of performance, while SMEPAC monitoring is a dynamic test associated with real manufacturing conditions. However, if they are performed together they can work and be very useful during production activities.
What about the Leak Test?
Firstly, an isolation system must be sealed, and it is therefore necessary to discover any leaks with the appropriate tools.
Looking for leaks with helium is extremely useful in detecting potential macro- and micro-leaks in an isolator and can also assess their extent to safely take corrective actions, which are beneficial for performing successfully either ISO CLASS Leak Test and SMEPAC monitoring.
We use helium and a portable tool to detect gas leaks. This process identifies potential leak locations detected after a negative test. This operation aims to ensure that subsequent Leak Tests have a positive outcome before delivering any equipment to our clients.


We suggest searching for leaks, not to be confused with ISO-standard leak tests, with helium and a leak detector at the end of the isolator assembly phase after the mechanical completion. We usually pressurize the isolator chamber with helium after properly sectioning it and walk through the profiles and joints that may have discontinuities looking for helium leaks. On a first run, significant leaks are usually found around connections, flanges, or clamps. Good practice requires solving them by tightening flanges, connections, and any nuts or screws with torque wrenches. After solving macroscopic leaks, the more interesting and challenging search for micro-leaks follows, especially if the isolation system is to be within a 1 or 2 ISO class.
This phase is extremely complicated since micro-leaks can be found in the more disparate and unimaginable points, such as:
- Rilsan fittings without nose cone
- Not perfectly sealed through-wall penetrations
- Gaskets embedded in instruments
- Joints of inflatable gaskets not perfectly elastic and, therefore, not adhering to the counter flange like the remaining surface of the gasket itself. This is a very common problem since more elastic materials, such as silicone, are better for sealing uniformity but often not fully compatible with some processes for which materials such as EPDM are superior, even though they are less tight
- Valves that are not perfectly clean due to residual particles between their lenses and seals. The residues cause the valves not to be perfectly closed, and this generates micro-leaks. As such, the test should be performed following a perfect flushing and rinsing of the lines.
- Pressure measurement ports of the chambers or filter holder groups, particularly the push type
- Electro-pneumatic valves connected to the machine but installed inside the control panels
- Equipment such as mills or ovens, housed in the isolators but having technical compartments outside the isolation chamber

After detecting leaks with helium and solving them, we proceed to define the sealing class according to ISO 10648-2.
From factory to production.
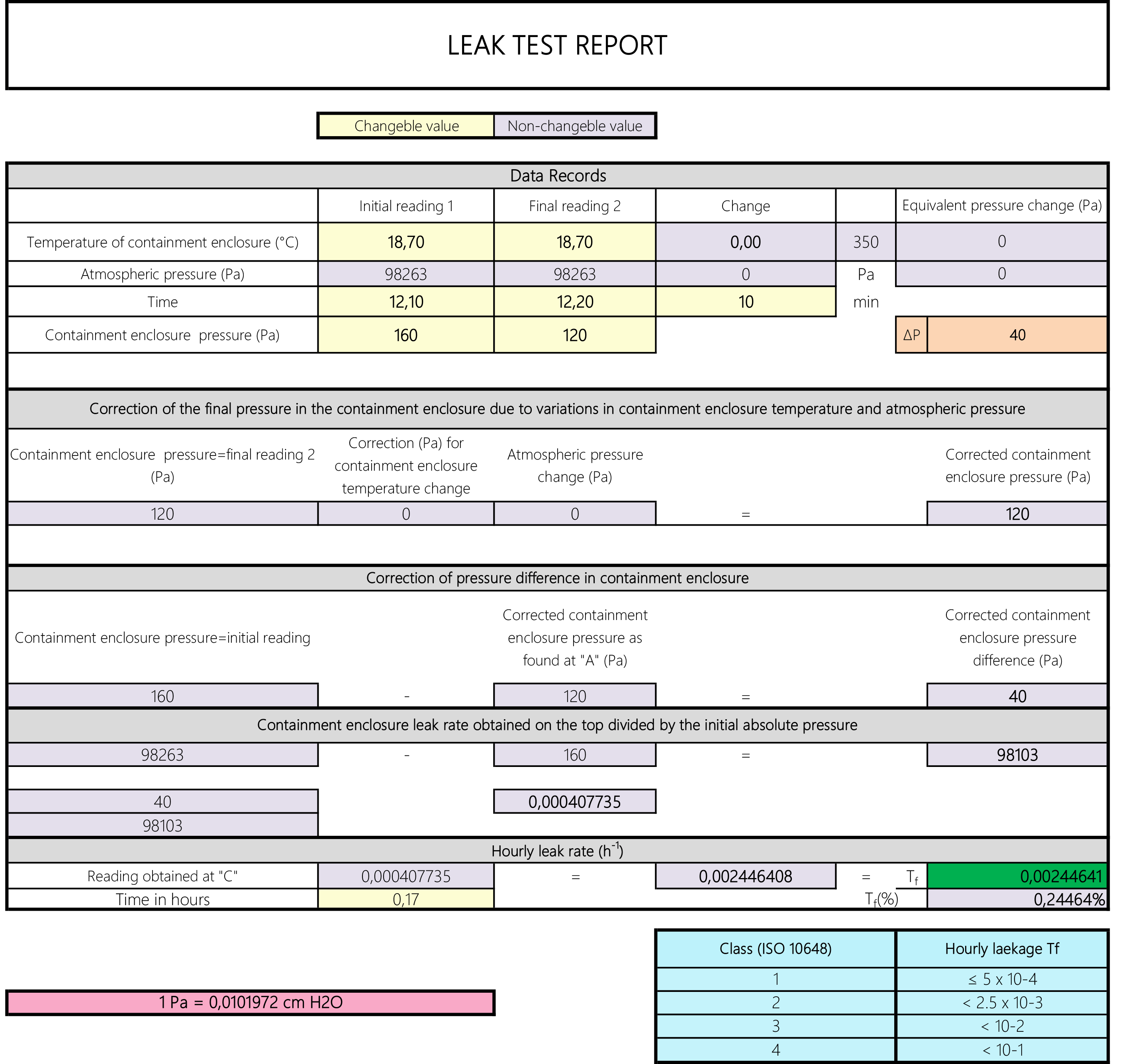
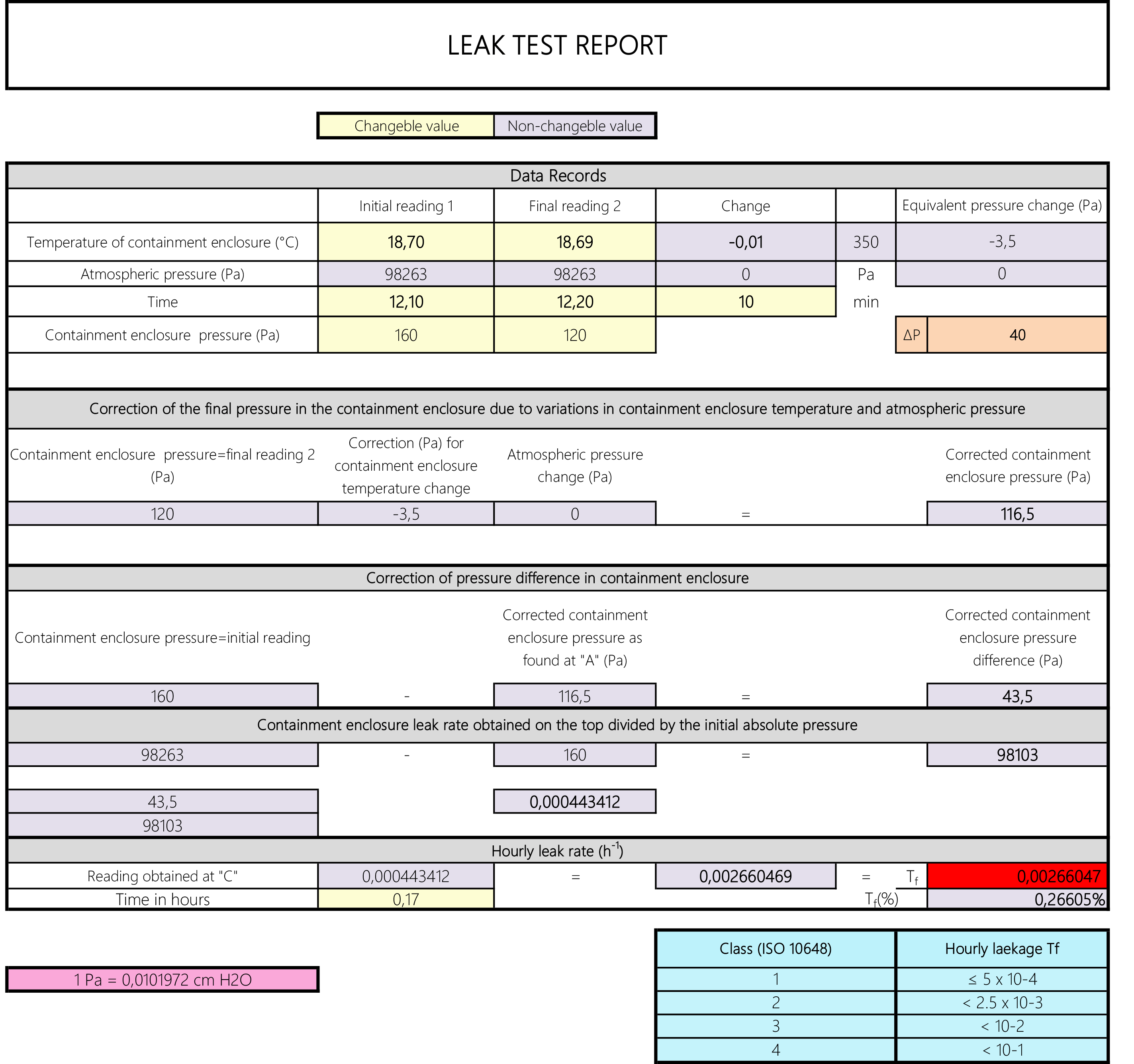
The ISO standard provides, among the various options, the Pressure Change Method based on measuring pressure losses in a defined time, associating the pressure gradient with a sealing class.
Usually, the Automatic Leak Test is a cycle, selected by the operator on the isolator control system HMI, whose success is necessary to make the equipment safe and ready to use. The cycle is based on the rate of pressure loss as provided by the machine ISO class and is performed automatically.
Although the leak should have been resolved, it might happen that an automatic leak test does not give repeatability of success and therefore further refinement of the seals is needed. The effectiveness and repeatability of leak tests are critical to production, as activities are suspended in case of failure.

Functional Leak Test Cycle in production requires:
- Cycle Times
- Stabilisation time. In the first initial phase, the pressure undergoes a very sudden change so it must be excluded from the test, putting it precisely in a phase called stabilisation. This allows for mitigating the influence of pressure and the related variation of the elastic elements, typically gloves, in the isolators as well as a better distribution of pressure in the circuits and volumes.
- The starting pressure
- The loss rate acceptance criteria based on the class according to ISO standard
- The appropriate meaningful and automatic section of the machine to test
- Management of machine states preceding and following the execution of the leak test
At CSV Containment we suggest our clients to correlate Automatic Leak Test conditions and results with SMEPAC monitoring procedures and performances. Indeed, if the Leak Test fails, the equipment may have some air leaks due to problems arising during transport or installation. An air leak means that the isolator might leak a surrogate, the powder normally used in SMEPAC testing. Consequently, SMEPAC monitoring could also fail if the equipment leaks.



Conclusions and Suggestions.
Our experience in measuring the performance of an isolation system made us draw the following conclusions and propose some suggestions:
- Leak testing as for ISO standard procedure and criteria is useful and necessary both in the factory and , at site, before the equipment hand over
- The factory leak test should be enriched by monitoring over time negative pressure seal, thus giving a useful time to secure the equipment as in the case of a UPS
- The leak test and SMEPAC monitoring should be both performed and correlated with reference to required ISO Class acceptance criteria and expected containment level once a year or during revalidation to be scheduled
After analysing such data, the daily self-control cycle (automatic Leak Test) could be optimised over time by improving the automatic cycle itself and eventually the relevant acceptance criteria and cycle time. Indeed, in production, safety and repeatability must surely be ensured, but insignificant and damaging machine downtime must also be avoided. So, for example, a machine may fail a leak test with ISO-standard criteria for a few Pascals but remain under depression for a long time and have leakage monitored with SMEPAC acceptable.
A final small but important observation concerns the lack of correlation between the outcome of leak tests (static), influenced by purely constructive aspects, and SMEPAC monitoring (dynamic) influenced by machine use and operators. It is therefore most important to read the data from the two phases as a whole.
CSV Containment provides tailor-made solutions for pharmaceutical and fine chemical sectors in terms of containment. For more info: containment@csv-ls.com













